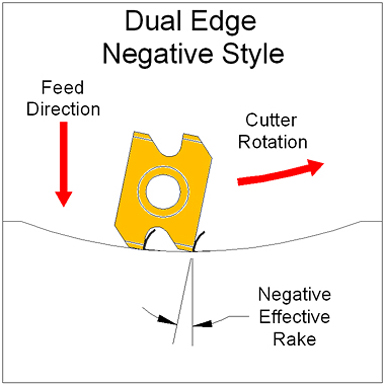

Negative Rake
ARM Tooling Dual Edge
inserts are available with a
neutral top rake geometry.
When locked in the pocket,
the cutting face of the insert
produces an effective
negative rake cutting angle
pocket orientation to the centerline of the milling cutter body. Depending upon the material specified and the rotational diameter of the cutter body, the effective negative rake angle will be from 5Deg to 10Deg.
ARM Tooling recommends the use of negative rake dual edge inserts for heavy roughing of forgings, interrupted cuts where irregular shapes and slots are encountered.
The material to be milled will dictate the use of negative rake geometry. Cast Iron, Medium to Hard Alloy Steels as well as Tool Steels are best machined with negative rake geometry. Negative rake cutting edges are stronger and allow for heavier feed rates which generally produces shorter cycle times.
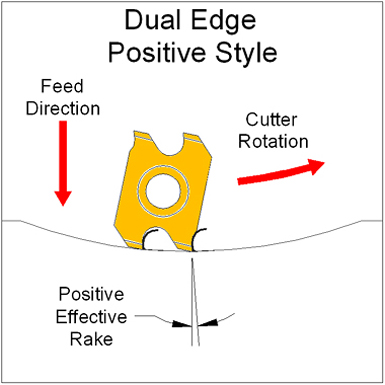

Positive Rake
ARM Tooling Dual Edge
inserts are available with a
dual positive top rake
geometry. Both cutting
edges have positive ground
top rakes. The first cutting
edge produces a higher
positive cutting action while the second trailing edge has a less positive rake face. This dual positive format reduces chip loading between the part and the cutter body interface and can produce high quality finishes similar to grinding. Depending upon the material specified and the rotational diameter of the cutter body, the effective positive rake angle will be from 5Deg to 10Deg.
ARM Tooling recommends the use of positive rake dual edge inserts for producing extremely fine finishes when machining softer materials using medium to light feed rates.
Materials to be machined with the positive style dual edge insert; most nonferrous materials, low to high carbon steels under 300 BHn as well as all stainless steels and nickel based alloys.